
子程电子
ZICHENG ELECTRONIC
PCBA定制加工一站式供应商
专为中小企业提供PCBA一站式服务

咨询热线:
服务热线:

131-8386-5499
131-8386-5499
131-8386-5499
131-8386-5499

电子束加工和离子束加工是近年来得到较大发展的新型特种加工。他们在精密微细加工方面,尤其是在微电子学领域中得到较多的应用。通常来说,电子束加工主要用于打孔、焊接等热加工和电子束光刻化学加工,而离子束加工则主要用于离子刻蚀、离子镀膜和离子注入等加工。
电子束加工原理
电子束加工(Electron Beam Machining 简称EBM)起源于德国。1948年德国科学家斯特格瓦发明了第一台电子束加工设备。它是一种利用高能量密度的电子束对材料进行工艺处理的方法统。
在真空条件下,利用电子枪中产生的电子经加速、聚焦后能量密度为106~109w/cm2的极细束流高速冲击到工件表面上极小的部位,并在几分之一微秒时间内,其能量大部分转换为热能,使工件被冲击部位的材料达到几千摄氏度,致使材料局部熔化或蒸发,来去除材料。
控制电子束能量密度的大小和能量注入时间,就可以达到不同的加工目的:
1、只使材料局部加热就可进行电子束热处理;
2、使材料局部熔化就可以进行电子束焊接;
3、提高电子束能量密度,使材料熔化和汽化,就可进行打孔、切割等加工;
4、利用较低能量密度的电子束轰击高分子材料时产生化学变化的原理,即可进行电子束光刻加工。
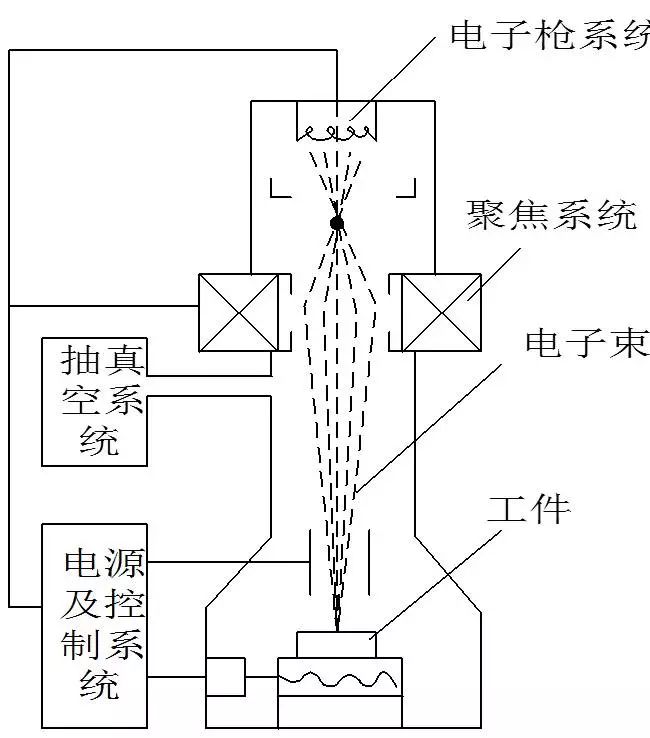
电子束主要加工装置
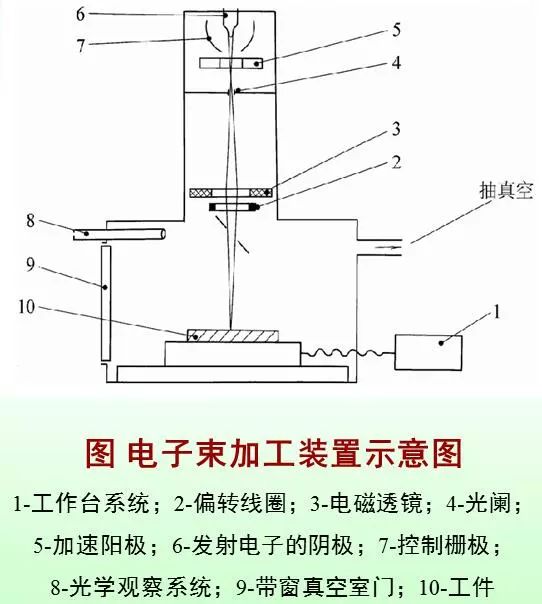
电子束加工装置主要由以下几部分组成:
电子枪
获得电子束的装置,它包括:
1、电子发射阴极—用钨或钽制成,在加热状态下发射电子。
2、控制栅极—既控制电子束的强弱,又有初步的聚焦作用。
3、加速阳极—通常接地,由于阴极为很高的负压,所以能驱使电子加速。
真空系统
保证电子加工时所需要的真空度。一般电子束加工的的真空度维持在1.33×10-2~ 1.33×10-4 Pa。
控制系统和电源
控制系统包括束流聚焦控制、束流位置控制、束流强度控制以及工作台位移控制。
束流聚焦控制:提高电子束的能量密度,它决定加工点的孔径或缝宽。
聚焦方法:一是利用高压静电场是电子流聚焦成细束;另一种方法是利用“电磁透镜”靠磁场聚焦。
束流位置控制:改变电子的方向。
工作台位移控制:加工时控制工作台的位置。
电源:对电压的稳定性要求较高,常用稳压电源。
电子束加工工艺的特点
电子束能够极其微细地聚焦(可达l~0.1 μm),故可进行微细加工。
加工材料的范围广。能加工各种力学性能的导体、半导体和非导体材料。
加工效率很高。
加工在真空中进行,污染少,加工表面不易被氧化。
电子束加工需要整套的专用设备和真空系统,价格较贵,故在生产中受到一定程度的限制。
离子束加工原理
在真空条件下,将离子源产生的离子束经过加速、聚焦后投射到工件表面。由于离子带正电荷,其质量数比电子大数千倍甚至上万倍,它撞击工件时具有很大撞击动能,通过微观的机械撞击作用从而实现对工件的加工。
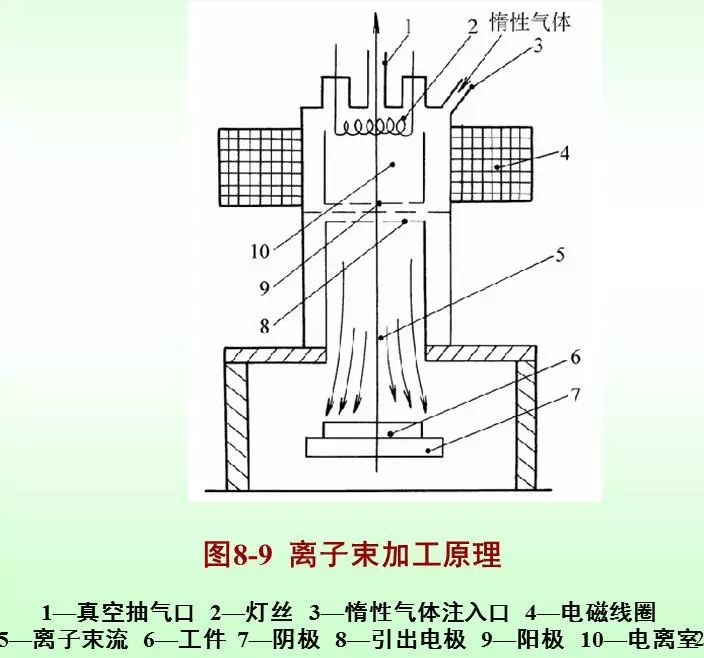
离子束与电子束加工原理基本相同。主要是不同是离子带正电荷,其质量比电子大数千倍乃至数万倍,故在电场中加速较慢,但一旦加至较高速度,就比电子束具有更大的撞击动能。
电子束加工是靠电能转化为热能进行加工的。离子束加工是靠电能转化为动能进行加工的。
离子束加工的分类
离子束加工的物理基础是离子束射到材料表面时所发生的撞击效应、溅射效应和注入效应。通常分以下四类:
离子刻蚀
采用能量为0.1~5keV、直径为十分之几纳米的的氩离子轰击工件表面时,此高能离子所传递的能量超过工件表面原子(或分子)间键合力时,材料表面的原子(或分子)被逐个溅射出来,以达到加工目的。这种加工本质上属于一种原子尺度的切削加工,通常又称为离子铣削。
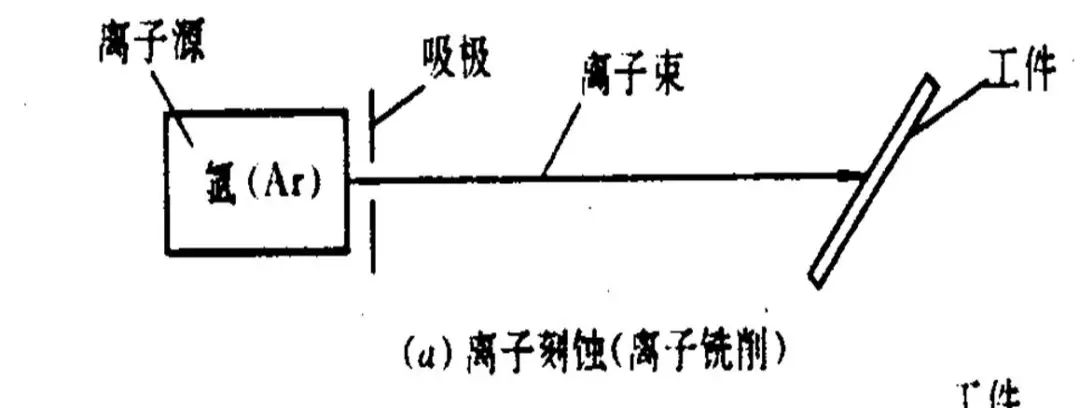
离子刻蚀可用于加工空气轴承的沟槽、打孔、加工极薄材料及超高精度非球面透镜,还可用于刻蚀集成电路等的高精度图形。
离子溅射沉积
采用能量为0.1~5keV的氩离子轰击某种材料制成的靶材,将靶材原子击出并令其沉积到工件表面上并形成一层薄膜。实际上此法为一种镀膜工艺 。

离子镀膜
离子镀膜一方面是把靶材射出的原子向工件表面沉积,另一方面还有高速中性粒子打击工件表面以增强镀层与基材之间的结合力(可达10~20MPa)。
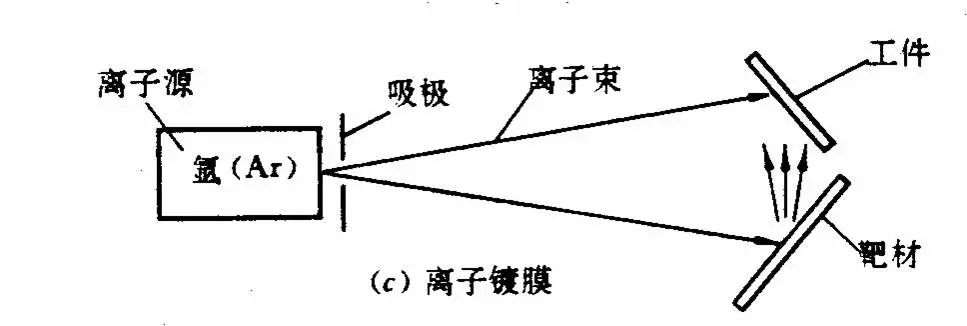
该方法适应性强、膜层均匀致密、韧性好、沉积速度快,目前已获得广泛应用。
离子注入
用5~500keV能量的离子束,直接轰击工件表面,由于离子能量相当大,可使离子钻进被加工工件材料表面层,改变其表面层的化学成分,从而改变工件表面层的机械物理性能。
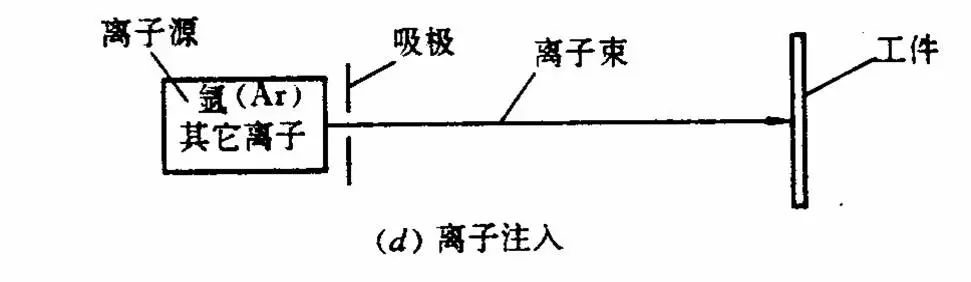
该方法不受温度及注入何种元素及粒量限制,可根据不同需求注入不同离子(如磷、氮、碳等)。注入表面元素的均匀性好,纯度高,其注入的粒量及深度可控制,但设备费用大、成本高、生产率较低。
离子束加工工艺的特点:
加工精度高
离子束加工是目前最精密、最微细的加工工艺。离子刻蚀可达纳米级精度,离子镀膜可控制在亚微米级精度,离子注入的深度和浓度亦可精确地控制。
环境污染少
离子束加工在真空中进行,特别适宜于对易氧化的金属、合金和半导体材料进行加工。
加工质量高
离子束加工是靠离子轰击材料表面的原子来实现的,加工应力和变形极小,适宜于对各种材料和低刚件零件进行加工。
电子束加工与离子束加工工艺比较
原理比较
电子束加工是在真空条件下,利用聚焦后能量密度极高的电子束,以极高的速度冲击到工件表面极小面积上,在极短的时间(几分之一微秒)内,其能量的大部分转变为热能,使被冲击部分的工件材料达到几千摄氏度以上的高温,从而引起材料的局部熔化和气化,被真空系统抽走。控制电子束能量密度的大小和能量注入时间,就可以达到不同的加工目的。如只使材料局部加热就可进行电子束热处理;使材料局部熔化就可以进行电子束焊接;提高电子束能量密度,使材料熔化和气化,就可以进行打孔、切割等加工;利用较低能量密度的电子束轰击高分子光敏材料时产生化学变化的原理,即可以进行电子束光刻加工。
离子束加工的原理和电子束加工基本类似,也是在真空条件下,将离子源产生的离子束经过加速聚焦,使之撞击到工件表面。不同的是离子带正电荷,其质量比电子大数千、数万倍,如氩离子的质量是电子的7.2万倍,所以一旦离子加速到较高速度时,离子束比电子束具有更大的撞击动能,它是靠微观的机械撞击能量,而不是靠动能转化为热能来加工的。离子束加工的物理基础是离子束射到材料表面时所发生的撞击效应、溅射效应和注入效应。具有一定动能的离子斜射到工件材料表面时,可以将表面的原子撞击出来,这就是离子的撞击效应和溅射效应;如果将工件直接作为离子轰击的靶材,工件表面就会受到离子刻蚀;如果将工件放置在靶材附近,靶材原子就会溅射到工件表面而被溅射沉积吸附,使工件表面镀上一层靶材原子的镀膜;如果离子能量足够大并垂直工件表面撞击时,离子就会钻进工件表面,这就是离子的注入效应。
特点比较
电子束加工的特点:
①由于电子束能够极其细微地聚焦,甚至能聚焦到0.1μm,所以加工面积和切缝可以很小,是一种精密微细的加工方法。
②电子束能量密度很高,使照射部分的温度超过材料的熔化和气化温度,去除材料主要靠瞬间蒸发,是一种非接触式加工。工件不受机械力作用,不产生宏观应力和变形。加工材料范围很广,对脆性、韧性、导体、非导体及半导体材料都可以加工。
③电子束的能量密度高,因而加工生产效率很高,例如,每秒钟可以在2.5mm厚的钢板上钻50个直径为0.4mm的孔。
④可以通过磁场或电子对电子束的强度、位置、聚焦等进行直接控制,所以整个加工过程便于是先自动化。特别是在电子束曝光中,从加工位置找准到加工图形的扫描。都可实现自动化。在电子束打孔和切割时,可以通过电气控制加工异型孔,实现曲面弧形切割等。
⑤由于电子束加工是在真空中进行,因而污染少,加工表面不会氧化,特别适用于加工易氧化的金属及合金材料,一级纯度要求极高的半导体材料。
⑥电子束加工需要一整套专用设备和真空系统,价格较贵,生产应用有一定的局限性。
离子束加工的特点:
①由于离子束可以通过电子光学系统进行聚焦扫描,离子束轰击材料是逐层去除原子,离子束流密度及离子能量可以精确控制,所以离子刻蚀可以达到纳米(0.001μm)级的加工精度。离子镀膜可以控制在亚微米级精度,离子注入的深度和浓度也可极精确地控制。因此,离子束是所有特种加工方法中最精密、最微细的加工方法,是当代纳米加工技术的基础。
②由于离子束加工是在高真空中进行,所以污染少,特别适用于对易氧化的金属、合金材料和高纯度半导体材料的加工。
③离子束加工是靠离子轰击材料表面的原子来实现的。它是一种微观作用,宏观压力很小,所以加工应力、热变形等极小,加工质量高,适合于对各种材料和低刚度零件的加工。
④离子束加工设备费用贵、成本高,加工效率低,因此应用范围受到一定限制。
应用比较
总体而言,电子束加工的加工效率更高,适用范围更广;而离子束加工的加工精度更大,是所有特种加工之中最精密、最细微的一种加工方式。
电子束加工根据其功率密度和能量注入时间的不同,可以用于打孔、切割、蚀刻、焊接、热处理和光刻等各种类型的加工。
离子束加工的应用范围正在日益扩大、不断创新。目前用于改变零件尺寸和表面物理力学性能的离子束加工有:用于从工件上作去除加工的离子刻蚀加工;用于给工件表面涂覆的离子镀膜加工;用于表面改性的离子注入加工等。
电子束与离子束的加工装置都有真空系统、控制系统和电源等部分。主要不同的是电子束加工用的是电子枪,离子束加工用的是离子源系统。电子束加工相对于离子束加工,加工效率更高,使用范围也更广;离子束加工的加工精度更高,是所有特种加工方法中最精密、最微细的加工方法。
近年来,随着纳米科技和半导体集成电路产业的飞速发展,具有多功能、高分辨率的电子束加工和聚焦离子束加工技术受到人们空前的重视,它们已成为当前微米纳米加工的重要手段。
 扫一扫!
扫一扫!





